รับปรึกษาและออกแบบโครงงานทางด้าน ,(ไฟฟ้ากำลัง,ไฟฟ้าอิเล็กทรอนิกส์,Power electronic,ไฟฟ้าสื่อสาร , ไฟฟ้าคอมพิวเตอร์, และงานออกแบบทุกชนิด(งานเครื่องกล)) สำหรับโรงงาน บริษัท นักศึกษาและบุคลทั่วไป โดยมีรายละเอียดดังนี้
- เขียนโปรแกรม Microcontroller ตระกูล MCS51 PIC dsPIC AVR ARM ด้วยภาษา C และPLC เพื่อควบคุมระบบต่าง ๆ ตามความต้องการของลูกค้า
- ออกแบบวงจรตามความต้องการของลูกค้าโดยอาศัยการทำงานของระบบนั้น ๆ เช่น
- A/D or D/A
- Signal condition and signal processing
- Current, voltage, temperature, pressure and other Parameter monitoring
- FET and IGBT Power control อินเวอร์เตอร์ คอนเวอร์เตอร์ ทุกชนิด
- MCS51 Microcontroller for management system
-RS232 RS485
- ออกแบบ Print circuit board (PCB) จากวงจรโดยใช้ Program Protel99SE , Program Protel DXP , Altium Designer 6
- ออกแบบหรือคัดลอกชิ้นงานจากชิ้นงานต้นแบบ เช่น ในกรณีที่ต้องการเก็บสำรองหรือทางโรงงานผู้
ผลิตเลิกผลิต Board รุ่นนั้นแล้ว
- เขียนโปรแกรม Visual basic,delphi7 เพื่อควบคุมระบบต่าง ๆ ตามความต้องการของลูกค้า
Electronics Design Service (EDS)
:รับงาน ออกแบบ วงจร ด้าน Microcontroller และ Project นักศึกษา งาน Service
-ทำทั้งโปรเจคเล็กๆ จนถึงใหญ่
-ทำแค่ชิ้นเดียวหรือหลายชิ้น
-ให้คำปรึกษาฟรีครับ
-ท่านใดที่ต้องการทำโปรเจค แต่ยังไม่รู้จะทำอะไร ยินดีให้คำปรึกษาและแนะนำครับ
วันอังคารที่ 31 ธันวาคม พ.ศ. 2556
วันศุกร์ที่ 27 ธันวาคม พ.ศ. 2556
การอ่านข้อมูลจาก PLC Mitsubishi
เป็นขั้นตอนการดึงข้อมูลโปรแกรมที่อยู่ใน PLC Mitsubishi ออกมเพื่ออ่าน
เริ่มต้นไปที่ Online > Read from PLC . . .


ตรวจสอบการเชื่อมต่อระหว่างคอมพิวเตอร์กับ PLC ถ้า Successfuly แสดงว่าใช้ได้ ถ้าไม่ดูวิธีตาม

กดปุ่ม Param+Prog

กดปุ่ม Excute และ Yes ยืนยันการดึงข้อมูล

โหลดเสร็จแร้ว...

กดปุ่ม close

จะได้โปรแกรมตามรูป

วันพฤหัสบดีที่ 26 ธันวาคม พ.ศ. 2556
การเชื่อมต่อและเขียนโปรแกรมลง PLC Mitsubishi
การเชื่อมต่อระหว่างคอมพิวเตอร์และ PLC
ไปที่ online > Transfer setup...

ไปที่ tab PC side I/F คลิกที่ icon Serial USB เลือก RS-232C และเลือก com port และ Transmission speed ให้ตรงกัน กดปุ่ม OK

เพิ่มเติม การดู comport คลิกขาวที่ computer >Manage >Device Manager >Ports


กดปุ่ม Connection test เพื่อทดสอบการเชื่อมต่อระหว่างคอมพิวเตอร์กับPLC

ถ้าคอมพิวเตอร์สามารถติดต่อ PLC ได้ จะมีข้อความแจ้งเตือนดังรูปด้านล่าง




ตอบ Yes เพื่อหยุด PLC ก่อนเขียนโปรแกรมลง PLC

รอ...โหลดเสร็จแล้วก็กด Yes เพื่อสั่งให้ PLC RUN


หวังว่าคงเป็นประโยชน์กับผู้ที่อ่าน ถ้าสงสัยอะไรสามารถถามได้นะครับ
ไปที่ online > Transfer setup...
ไปที่ tab PC side I/F คลิกที่ icon Serial USB เลือก RS-232C และเลือก com port และ Transmission speed ให้ตรงกัน กดปุ่ม OK
เพิ่มเติม การดู comport คลิกขาวที่ computer >Manage >Device Manager >Ports
กดปุ่ม Connection test เพื่อทดสอบการเชื่อมต่อระหว่างคอมพิวเตอร์กับPLC
ถ้าคอมพิวเตอร์สามารถติดต่อ PLC ได้ จะมีข้อความแจ้งเตือนดังรูปด้านล่าง
การเขียนโปรแกรมลง PLC
ไปที่ Online>Write to PLC ...
คลิกปุ่ม Param+Prog
กดปุ่ม Excute ตอบ Yes
ตอบ Yes เพื่อหยุด PLC ก่อนเขียนโปรแกรมลง PLC
รอ...โหลดเสร็จแล้วก็กด Yes เพื่อสั่งให้ PLC RUN
กดปุ่ม OK เป็นอันเสร็จพิธีการเขียนโปรแกรมลง PLC
หวังว่าคงเป็นประโยชน์กับผู้ที่อ่าน ถ้าสงสัยอะไรสามารถถามได้นะครับ
วันพุธที่ 25 ธันวาคม พ.ศ. 2556
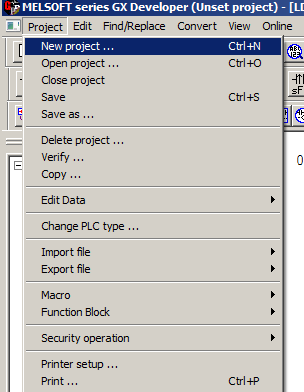
การใช้งานโปรแกรม GX Developer
วันนี้จะสอนการใช้งานโปรแกรม GX Developer เบื้องต้น มาเริ่มกันเลยครับ
เมื่อติดตั้งโปรแกรม GX Developer เสร็จให้คลิก start>all program>MELSOFT Application>GX Developer ตามรูปด้านล่าง

หน้าจอโปรแกรม GX Developer มี 4 ส่วน คือ


มารู้จักส่วนแรก Project Data List เป็นส่วนที่ทำหน้าที่ในการแสดงรายละเอียดของโปรแกรม แบ่งออกเป็น ส่วนของโปรแกรมที่ออกแบบ(Program), แสดงรายละเอียดของอุปกรณ์(Device Comment) และส่วนที่แสดงรายละเอียดของอุปกรณ์์ใน PLC รุ่นที่เลือกใช้(PLC Parameter)
ส่วนที่ 2 Toolbar เป็นส่วนที่นำเสนอปุ่มแสดงคำสั่งที่ใช้ในการใช้งานออกแบบโปรแกรม PLC

ส่วนที่ 3 Status bar ใช้สถานะของโปรแกรมในขณะนั้น

ส่วนที่ 4 Program Mode Area เป็นพื้นที่ที่ใช้ในการออกแบบโปรแกรมตามลักษณะที่ผู้ใช้ต้องการในการออกแบบโปรแกรม ซึ่งสามารถเลือกรูปแบบการออกแบบ เช่น การออกแบบโปรแกรม Ladder,IL เป็นต้น

การสร้างโปรแกรม
ไปที่ Project > New Project
เลือก PLC Series ดูจากตัว PLC ว่าเป็นรุ่นอะไรเลือกให้ตรงครับ

เลือก PLC Type ดูจากตัว PLC

เลือก Program type มี 2 ภาษา Ladder,SFC

เมื่อติดตั้งโปรแกรม GX Developer เสร็จให้คลิก start>all program>MELSOFT Application>GX Developer ตามรูปด้านล่าง
หน้าจอโปรแกรม GX Developer มี 4 ส่วน คือ
- Project data list
- Toolbar
- Status bar
- Program Mode Area

มารู้จักส่วนแรก Project Data List เป็นส่วนที่ทำหน้าที่ในการแสดงรายละเอียดของโปรแกรม แบ่งออกเป็น ส่วนของโปรแกรมที่ออกแบบ(Program), แสดงรายละเอียดของอุปกรณ์(Device Comment) และส่วนที่แสดงรายละเอียดของอุปกรณ์์ใน PLC รุ่นที่เลือกใช้(PLC Parameter)
ส่วนที่ 2 Toolbar เป็นส่วนที่นำเสนอปุ่มแสดงคำสั่งที่ใช้ในการใช้งานออกแบบโปรแกรม PLC
ส่วนที่ 3 Status bar ใช้สถานะของโปรแกรมในขณะนั้น
ส่วนที่ 4 Program Mode Area เป็นพื้นที่ที่ใช้ในการออกแบบโปรแกรมตามลักษณะที่ผู้ใช้ต้องการในการออกแบบโปรแกรม ซึ่งสามารถเลือกรูปแบบการออกแบบ เช่น การออกแบบโปรแกรม Ladder,IL เป็นต้น

การสร้างโปรแกรม
ไปที่ Project > New Project
เลือก PLC Series ดูจากตัว PLC ว่าเป็นรุ่นอะไรเลือกให้ตรงครับ
เลือก PLC Type ดูจากตัว PLC
เลือก Program type มี 2 ภาษา Ladder,SFC
วันอังคารที่ 24 ธันวาคม พ.ศ. 2556
รับเขียนโปรแกรม Microcontroller PIC AVR MCS ARM
รับทำโปรเจค Microcontroller และงานอิเล็กทรอนิกส์ ทุกตระกูล
รับเขียนโปรแกรม Microcontrolle PIC AVR MCS ARM STM32
รับเขียนโปรแกรม android ติดต่อ อุปกรณ์ภายนอก
รับเขียนโปรแกรม Image Processing
Project ที่รับทำเช่น
-Project เกี่ยวกับการควบคุมหุ่นยนต์ Control มอเตอร์
-ออกแบบวงจรที่ใช้ ไมโครคอนโทรเลอร์ทุกการใช้งาน
-Display 7 Segment แสดงผลขนาดเล็ก ถึง ใหญ่ เช่น นาฬิกา,วัดความชื้นและอุณหภูมิ-เครื่องวัดอุณหภูมิ และการแสดงผลอื่นๆ
-ชุดคอนโทรมอเตอร์ DC Motor ,Stepper Motor, Servo Motor
-ระบบควบคุมระยะไกลหรือระบบไร้สายต่างๆ
-เครื่องควบคุมอุปกรณ์ด้วยรีโมตคอนโทรล
-งาน Visual Basic และฐานข้อมูลต่างๆ
-เครื่องต้นแบบต่างๆ
ฟังก์ชัน Floating Point Inter :INT (PLC Mitsubishi)
คำสั่งประยุกต์ประเภทนี้เป็นคำสั่งที่ทำหน้าที่ในการแปลงค่าตัวเลขของจุดทศนิยม ของข้อมูลเชิงตัวเลขในอุปกรณ์ต้นทางให้เป็นตัวเลข interger และเก็บผลลัพธ์ที่ได้ไว้ในอุปกรณ์ปลายทาง การใช้คำสั่งประยุกต์ INT ที่ใช้ในการแปลงค่าตัวเลขจุดทศนิยมให้เป็นตัวเลข Integer ทำได้โดยการใช้คำสั่ง [INT (S) (D)] โดยที่ S จะเป็นอุปกรณ์ต้นทาง หรือค่าคงที่เชิงตัวเลขที่แสดงค่าทางจุดทศนิยม และ D คืออุปกรณ์ปลายทางที่ใช้ในการเก็บผลลัพธ์ค่าที่ได้จากการแปลงค่า
คำสั่งประยุกต์ Floating Point Integer สัญลักษณ์ที่ใช้ในภาษา IL แบบ 16 บิต Floating Point Integer คือ INT และคำสั่ง Floating Point Integer pluse คือ INTP มีโปรแกรม Step เท่ากับ 5 แบบ 32 บิต Double Floating Point Interger คือ DINT และคำสั่ง Double Floating Point Integer pulse คือ DINP มีโปรแกรม Step เท่ากับ 9
ตัวอย่างการใช้งานคำสั่งประยุกต์

คำสั่งประยุกต์ Floating Point Integer สัญลักษณ์ที่ใช้ในภาษา IL แบบ 16 บิต Floating Point Integer คือ INT และคำสั่ง Floating Point Integer pluse คือ INTP มีโปรแกรม Step เท่ากับ 5 แบบ 32 บิต Double Floating Point Interger คือ DINT และคำสั่ง Double Floating Point Integer pulse คือ DINP มีโปรแกรม Step เท่ากับ 9
ตัวอย่างการใช้งานคำสั่งประยุกต์
โหลดโปรแกรมได้
การสื่อสารอนุกรม RS-485
การสื่อสารอนุกรม RS-485

เหตุที่การสื่อสาร RS-485 สามารถรับส่งสัญญาณข้อมูลได้ไกลขึ้นและเร็วขึ้นนั้น เป็นเพราะ RS-485 ใช้เทคนิคสัญญาณรับส่งแบบดิฟเฟอเรนเชียล (Differential Mode) ขณะที่ RS-232 ใช้เทคนิคสัญญาณรับส่งแบบคอมมอน(Common Mode) สัญญาณรับส่งแบบคอมคอนนั้นจะใช้สัญญาณกราวด์ (Ground Signal) เป็นตัวเปรียบเทียบปัญหาจะเกิดขึ้นเมื่อระดับสัญญาณกราวด์ของตัวรับและตัวส่งไม่เท่ากัน ยิ่งระดับสัญญาณแตกต่างกันมากเท่าไร ก็ยิ่งมีผลต่อความผิดพลาดในการสื่อสารมากขึ้นเท่านั้น เพราะการตีความข้อมูลที่รับเข้ามาว่าเป็นศูนย์หรือหนึ่ง จะดูจากระดับความแตกต่างระหว่างสัญญาณกราวด์กับสัญญาณข้อมูลที่รับเข้ามา และยิ่งเมื่อมีสัญญาณรบกวน สอดแทรกเข้ามาในสายสัญญาณมากเท่าไร ก็ยิ่งทำให้การตีความสัญญาณมีโอกาสผิดพลาดสูงมากยิ่งๆ ขึ้น พูดง่าย ๆ ก็คือระดับความผิดพลาดในการรับส่งข้อมูลจะสูงขึ้นจนไม่สามารถสื่อสารกันได้ หรือต้องลดระดับความเร็วในการสื่อสารลงมา

ตารางด้านล่างแสดงคุณสมบัติของการสื่อสาร RS-485 เปรียบเทียบกับมาตรฐานการสื่อสารอนุกรมอื่น ๆ

การเชื่อมต่ออุปกรณ์ RS-485 เป็นเครือข่าย (network) ได้เป็นอีกหนึ่งเหตุผลที่ทำให้มาตรฐานการสื่อสาร RS-485 เป็นที่นิยมนำมาใช้งานในงานควบคุมและตรวจวัด อุปกรณ์รับส่งสัญญาณ RS-485 โดยทั่วไปนั้น จะ สามารถเชื่อมต่ออุปกรณ์บนเครือข่ายได้ 32 อุปกรณ์ ถ้าความต้านทานขาเข้า (Input Resistance) ของอุปกรณ์ ดังกล่าวมีค่าอยู่ที่ 12 kOhm ปัจจุบันนี้มีอุปกรณ์รับส่งสัญญาณ RS-485 ที่มีความต้านทานสูงสามารถเชื่อมต่อ อุปกรณ์บนเครือข่ายเดียวกันได้ถึง 256 อุปกรณ์ ด้วยอุปกรณ์ทวนสัญญาณ RS-485 เราสามารถเพิ่มจำนวน อุปกรณ์บนเครือข่ายได้ถึงหลายพันตัว

วันศุกร์ที่ 20 ธันวาคม พ.ศ. 2556
RS-232 Interface Standard
- ชื่อทางการ EIA-232E
- โดยพื้นฐานจะประกอบด้วยสายตัวนำ 3 เส้น
- ตัวนำหนึ่งทำหน้าที่ส่งสัญญาณ อีกตัวหนึ่งจะคอยรับสัญญาณ โดยจะใช้ Ground ร่วมกัน
- อุปกรณ์ DTE (Data Terminal Equipment) จะส่งข้อมูลทางขา 2 และรับข้อมูลทางขา 3
- อุปกรณ์ DCE (Data Communications Equipment) จะส่งข้อมูลทางขา 3 และรับข้อมูลทางขา 2
- สถานะ logic 1:-3V ถึง -25V
- สถานะ logic 0:+3V ถึง +25V



ข้อด้อยของ RS-232
- รองรับเพียงการสื่อสารแบบ point-to-point
- ระยะทางสั้นไม่เกิน 15 เมตร
- อัตราการส่งข้อมูล (baud rate) ต่ำ ไม่เกิน 20 kbps
- ระดับแรงดันไฟฟ้าที่ใช้งาน -3V ถึง +5V และ +3V ถึง +25V ไม่เข้ากับแหล่งจ่ายพลังงานไฟฟ้าคือ +5V หรือ +12V
วันพฤหัสบดีที่ 19 ธันวาคม พ.ศ. 2556
รับทำโปรเจคอิเล็กทรอนิกส์
รับทำโปรเจคอิเล็กทรอนิกส์
รับปรึกษา ออกแบบโปรเจคอิเล็กทรอนิกส์ วงจรอิเล็กทรอนิกส์ โปรเจคไฟฟ้า และงานอิเล็กทรอนิกส์ทุกชนิดสำหรับ โรงงาน บริษัท นักศึกษาและบุคลทั่วไป รับทำโปรเจคอิเล็กทรอนิกส์ รับทำโปรเจค Microcontroller เช่น MCS-51, PIC, ARM7, AVR รับทำโปรเจคไฟฟ้า รับทำโปรเจค C รับเขียนโปรแกรม เช่น C, C++, C#, Assembly, VB, PHP รับออกแบบวงจรอิเล็กทรอนิกส์ งานอิเล็กทรอนิกส์ทุกชนิด เช่น Lab View, Lab WindowsCVI
รับทำโปรเจคอิเล็กทรอนิกส์ รับทำโปรเจค Microcontroller เช่น MCS-51, PIC, ARM7, AVR รับทำโปรเจคไฟฟ้า รับทำโปรเจค C รับเขียนโปรแกรม เช่น C, C++, C#, Assembly, VB, PHP รับออกแบบวงจรอิเล็กทรอนิกส์ งานอิเล็กทรอนิกส์ทุกชนิด เช่น Lab View, Lab WindowsCVI
รับทำตั้งแต่โปรเจคเล็ก ๆ ถึงโปรเจคใหญ่
ทำชิ้นเดียวหรือหลายชิ้น
ราคาไม่แพงอย่างที่คุณคิด
หากท่านใดที่มีความต้องการและสนใจที่จะใช้บริการของเราสามารถติดต่อได้ที่
ติดต่อ คุณพรประเสริฐ
โทร : 080-422-4466
วันพุธที่ 18 ธันวาคม พ.ศ. 2556
PROFIBUS
PROFIBUS (Process Field Bus)
- PROFIBUS เป็นมาตรฐานแบบหนึ่งสำหรับการติดต่อแบบอนุกรมกับอุปกรณ์ต่างๆภายในโรงงาน ทำให้สามารถลดจำนวนสายลงแต่สามารถเพิ่มความเร็วในการสื่อสารข้อมูลได้มากขึ้น โดยได้ค่าที่ถูกต้องเที่ยงตรง
- PROFIBUS เป็นมาตรฐานระบบเปิดสำหรับการผลิตและควบคุมอัตโนมัติ ที่ไม่ถูกผูกมัดกับผู้ผลิตใดๆ
- PROFIBUS จะเป็นไปตามข้อกำหนดมาตรฐานระหว่างประเทศ(IEC61158,EN50170,50240)เพื่อให้อุปกรณ์ต่างๆที่ใช้มาตรฐานนี้สามารถติดต่อกัน และใช้งานร่วมกันได้อย่างสมบูรณ์
PROFIBUS-DP
- PROFIBUS-DP (Profibus Decentral Peripherals) เป็น PROFIBUS ที่ใช้สำหรับงานควบคุมเครื่องจักร(Factory automation) จากข้อมูลการตลาด PROFIBUS ถือได้ว่าเป็นผู้นำทางด้าน Field Bus เลยก็ว่าได้เพราะมีคนนิยมใช้มากกว่าครึ่งหนึ่งของตลาด Field Bus
- ใช้สำหรับการส่งข้อมูลที่มีความเร็วมากเช่น อุปกรณ์ควมคุมมอเตอร์(control drives),PLC ระบบไฟฟ้ากำลัง และอุปกรณ์อื่นๆที่ต้องการการต่อเชื่อมด้วยความเร็วสูง
- PROFIBUS-DP (Profibus Process Automation) เป็น PROFIBUS ที่ใช้สำหรับงานควบคุมกระบวนการผลิต(Process Control)โดยเฉพาะซึ่งจำเป็นต้องมีความปลอดภัยสูงมาก
- ใช้เพื่อทดแทนระบบที่ใช้การสื่อสัญญาณแบบ 4-20mA,และแบบ HART ถูกออกแบบมาให้ใช้ได้ทั้งในส่วนที่ต้องการความปลอดภัยจากการระเบิด โดยเพิ่มความสามารถในการ ถอดลดและเพิ่มได้โดยไม่มีผลต่ออุปกรณ์อื่น ๆ ในบัส
วันอังคารที่ 17 ธันวาคม พ.ศ. 2556
จุดเด่นและข้อดีของการใช้งาน PLC
จุดเด่นของการใช้งาน PLC
- PLC มีการเดินสายที่ไม่ยุ่งยากซับซ้อน
- สามารถปรับปรุงแก้ไขโปรแกรมตามเงื่อนไขการควบคุมระบบหรือเครื่องจักรได้ง่ายและรวดเร็ว
- การเขียนโปรแกรมควบคุมแบบแลดเดอร์มีส่วนคล้ายคลึงกับวงจร relay จึงทำให้เขียนได้ง่าย
- PLC มีความทนทานต่อสภาวะแวดล้อมในโรงงานอุตสาหกรรม
- การดูแลรักษาและการซ่อมบำรุงทำได้ง่าย
- สามารถลดเวลาในการหยุดเครื่องจักรลงได้
- ประหยัดการใช้พื้นที่การทำงานของเครื่องจักรได้ และสามารถใช้งานในระบบการผลิตแบบยืดหยุ่น
- สามารถต่อขยายระบบจำนวนอินพุตและเอาต์พุตได้ง่าย
- รองรับการเชื่อมต่อแบบโครงข่าย
- สามารถใช้งานร่วมกับอุปกรณ์ต่างๆเช่น เครื่องอ่านบาร์โค้ด (barcode reader),จอแสดงผลแบบสัมผัส (touch screen)
- ประหยัดค่าใช้จ่ายเมื่อการทำงานจำเป็นต้องต่ออุปกรณ์รีเลย์และ timer > 10 ตัวขึ้นไป
- ลดเวลาในการออกแบบวงจรและการประกอบตู้ควบคุม
- มีขนาดเล็กและเป็นมาตรฐานเมื่อเปรียบเทียบกับวงจรรีเลย์ซีเควนซ์ที่จำเป็นต้องใช้อุปกรณ์มากกว่า
- ป้องกันปัญหาในเรื่องของหน้าสัมผัส สายหยุดของวงจรรีเลย์ ทำให้การทำงานมีประสิทธิภาพมากขึ้น
- PLC มีโปรแกรมตรวจสอบตัวเอง ซึ่งสามารถวิเคราห์ความผิดปกติของเครื่อง ทำให้การบำรุงรักษาทำได้ง่าย
วันจันทร์ที่ 16 ธันวาคม พ.ศ. 2556
อุปกรณ์ Auxiliary Relay ใน PLC Mitsubishi
อุปกรณ์ Auxiliary Relay ใน PLC Mitsubishi
|
Auxiliary Relay (M)
|
FX-1S
|
FX-1N
|
FX-2N
|
FX-2NC
|
|
General
|
M0~M383
|
M0~M383
|
M0~M499
|
M0~M499
|
|
Latched
|
M384~M511
|
M384~M1535
|
M500~M3071
|
M500~M3071
|
|
Special
|
M8000~M8255
|
M8000~M8255
|
M8000~M8255
|
M8000~M8255
|
ทำความรู้จักกับ GX Works2
ทำความรู้จักกับ GX Works2


ALL IN ONE PACKAGE

- เป็นซอฟต์แวร์ใหม่ที่รวมทุกความสามารถสําหรับงาน PLC ไว้ในที่ เดียว
- มีการใช้งานแบบ GX Developer โดยผู้ที่เคยใช้ GX Developer แบบเดิมสามารถใช้แบบ Simple Project ได้ และยังมี GX Developer แบบเดิมมาให้ เลือกใช้เป็น GX Works2 แท้ๆแบบ Structured Project ได้ เพื่อการ โปรแกรมในรูป IEC61131-3 เช่น Structured ladder และ FBD language (Function Block Diagram)
- มี GX Simulator ให้ทดสอบการทํางานของโปรแกรมโดยไม่ต้องใช้ PLC จริง
- มี GX Configurator เพื่อการใช้งานกับโมดูลพิเศษ (จากเดิมถ้าต้องการใช้ GX Configurator จะต้องซื้อต่าง หาก จึงมักใช้กับโมดูล พิเศษที่จําเป็น เท่านั้น

อุปกรณ์พื้นฐานใน PLC
อุปกรณ์พื้นฐานใน PLC
|
อุปกรณ์พื้นฐานใน
PLC
|
สัญลักษณ์
Symbol
|
ตัวอย่างการใช้งาน
Example
|
|
Input
|
X
|
X0,X1,X14,X15
|
|
Output
|
Y
|
Y2,Y3,Y16
|
|
Relay(Aux)
|
M
|
M4,M13,M19
|
|
Timer
|
T
|
T0,T1,T27
|
|
Counter
|
C
|
C7,C8,C10
|
|
Data Register
|
D
|
D0,D10,D15
|
วันเสาร์ที่ 14 ธันวาคม พ.ศ. 2556
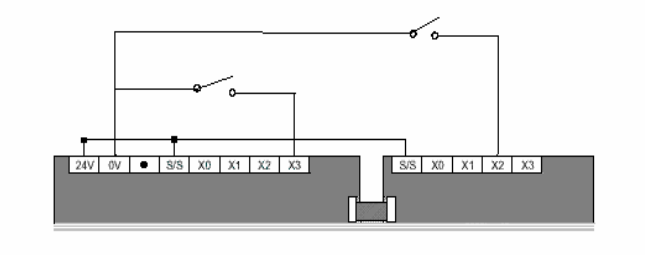
การต่อวงจรอินพุต (input wiring)
การต่อวงจรอินพุตจะมี 2 แบบ คือ sink type และ source type
1. sink type ต่อ +24v เข้า s/s เมื่อมีการ active switch input จะมีการเชื่อมต่อกับ Ground หรือ 0v ตามรูป
กระแสไหลออก PLC
 2.source type ต่อ 0v เข้า s/s เมื่อมีการ active switch input จะมีการเชื่อต่อกับ +24v ตามรูป
2.source type ต่อ 0v เข้า s/s เมื่อมีการ active switch input จะมีการเชื่อต่อกับ +24v ตามรูป
กระแสไหลเข้า PLC

1. sink type ต่อ +24v เข้า s/s เมื่อมีการ active switch input จะมีการเชื่อมต่อกับ Ground หรือ 0v ตามรูป
กระแสไหลออก PLC
กระแสไหลเข้า PLC
